-
Lasersnijmachines
-
 SMART Cube X
SMART Cube X
 SMART Cube X
SMART Cube X
De SMART Cube X fiberlasersnijmachine is de ideale oplossing voor compact lasersnijden. De machine combineert efficiëntie met minimale ruimtebehoefte en maakt de productie van zeer nauwkeurige onderdelen mogelijk. De serie is beschikbaar met werkbereiken van 1.000 x 2.000 tot 1.500 x 3.000 mm en kan worden uitgerust met laserbronnen tot 12 kW.



-
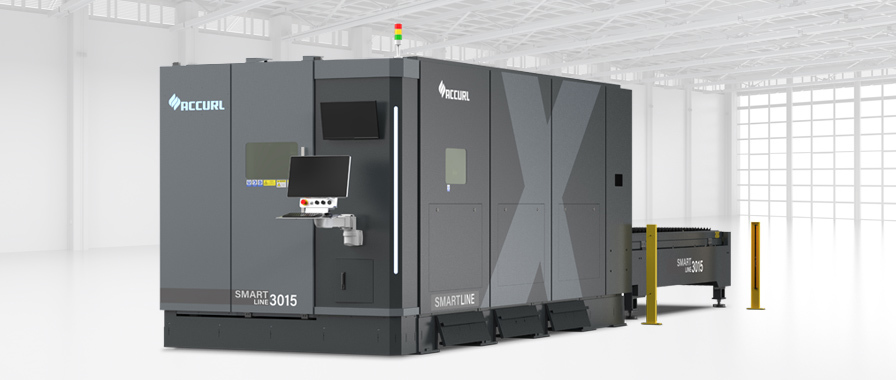
 SmartLINE X
SmartLINE X
 SmartLINE X
SmartLINE X
De SmartLINE X is een krachtige en kostenefficiënte keuze voor bedrijven die nauwkeurig 2D-lasersnijden nodig hebben met een constant hoge kwaliteit. Met een versnelling van 2G en een verplaatsingssnelheid tot 140.000 mm/min combineert de serie dynamische bewegingsprofielen met stabiele procesbesturing. Ideaal voor efficiënte snijprocessen in dagelijks gebruik.
-
 MasterLINE X
MasterLINE X
 MasterLINE X
MasterLINE X
De MasterLINE X fiberlasersnijmachine is een zeer krachtig systeem voor hoogwaardig 2D- en 3D-lasersnijden. Met een versnelling van 3G en een verplaatsingssnelheid tot 180.000 mm/min zet de machine een hoge standaard in efficiëntie. De serie is beschikbaar met werkbereiken van 3.000 x 1.500 tot 8.000 x 2.500 mm en kan worden uitgerust met laserbronnen tot 60 kW.

-
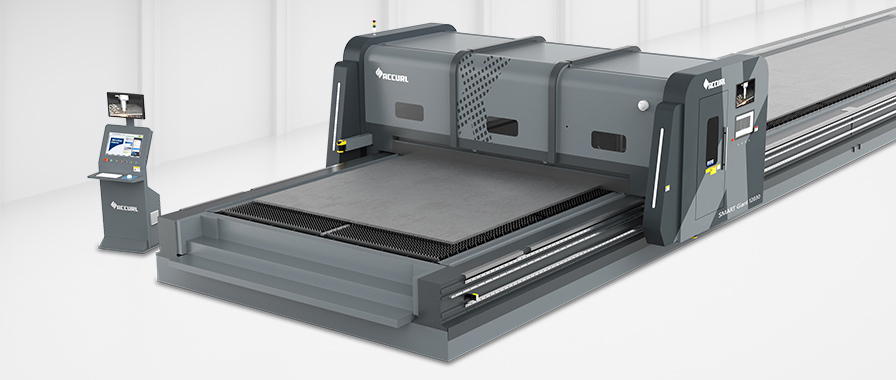
 SMART Giant X
SMART Giant X
 SMART Giant X
SMART Giant X
De SMART Giant X is een grootformaat fiberlasersysteem voor maximale efficiëntie en autonomie. Uitgerust met een laserbron van 12 tot 60 kW maakt de SMART Giant X nauwkeurige sneden mogelijk, ook in dikkere materialen en met minimale bedieningsinspanning.
-
 TubeLINE A
TubeLINE A
 TubeLINE A
TubeLINE A
Het TubeLINE A fiberlasersnijsysteem is een betrouwbaar systeem voor hoogwaardig en snel 2D-snijden van buizen, profielen en balken. Met een vermogen tot 6 kW kunnen, afhankelijk van de uitvoering, buizen met een diameter tot 360 mm en profielen met een kantlengte tot 360 mm worden gesneden.





-
 TubeLINE BK
TubeLINE BK
 TubeLINE BK
TubeLINE BK
Het TubeLINE BK fiberlasersnijsysteem is een betrouwbaar systeem voor hoogwaardig en snel 2D- en 3D-lasersnijden van buizen, profielen en balken. Met een vermogen tot 8 kW kunnen, afhankelijk van de uitvoering, buizen met een diameter tot 280 mm en profielen met een randlengte tot 200 mm worden gesneden.
-
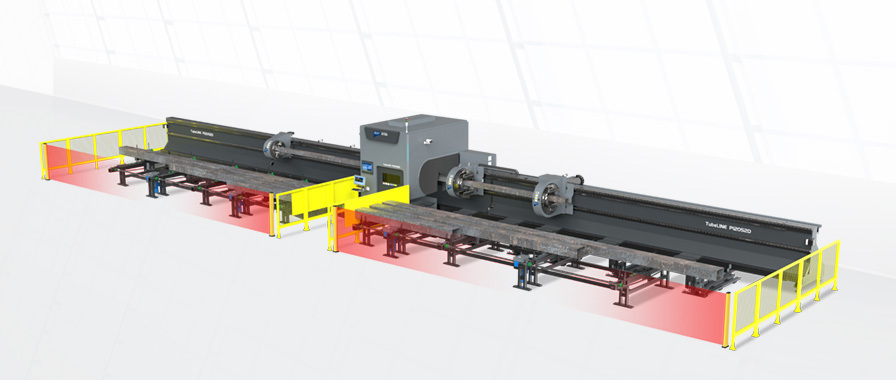
 TubeLINE D
TubeLINE D
 TubeLINE D
TubeLINE D
De TubeLINE D is geschikt voor hoogwaardig en snel 2D- en 3D-lasersnijden van bijzonder grote buizen, profielen en balken. Met een vermogen tot 15 kW kunnen, afhankelijk van de uitvoering, buizen met een diameter tot 580 mm en profielen met een randlengte tot 500 mm worden gesneden. Bovendien is een extreem hoge mate van automatisering mogelijk.
-
Kennis
Lasersnijmachines Kennis - Lasersnijmachines
Kennis - LasersnijmachinesLasersnijmachines zijn de juiste oplossing als het gaat om nauwkeurig snijden met een minimum aan tijd. Ultramoderne lasersnijsystemen combineren precisie, snelheid en maximale multifunctionaliteit.
-
-
Buigmachines
-
 SMART
SMART
 SMART series
SMART series
The SMART series offers a cost-effective CNC press brake with a wide range of functions and options. In addition, material handling to and from the system can be automated in combination with a robot.

-
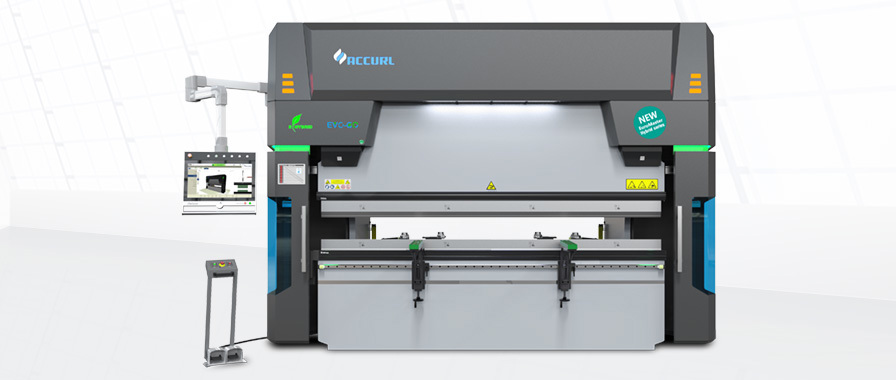
 eB ULTRA
eB ULTRA
 eB ULTRA series
eB ULTRA series
Lees meerDe 100% elektrische afkantpers uit de eB ULTRA serie is voordelig in aanschaf en werkt nauwkeurig en betrouwbaar.
-
 EuroMaster
EuroMaster
 EuroMaster series
EuroMaster series
Zuinig, precies en betrouwbaar: Afkantpersen uit de EuroMaster serie bieden veel flexibiliteit in bijvoorbeeld perskracht en werkgebied tegen beheersbare investeringskosten. Een systeemserie die ook nog eens uitstekend geautomatiseerd kan worden!
-
 GeniusPlus
GeniusPlus
 GeniusPlus series
GeniusPlus series
De GeniusPlus serie kan uiterst flexibel worden aangepast aan de eisen van de klant op het gebied van buigkracht, buiglengte en uitrusting. De serie is ook uitermate geschikt als tandem- of tridemoplossing. Bovendien kan de materiaalhantering van en naar het systeem worden geautomatiseerd in combinatie met een robot.

-
Kennis
Buigmachines Kennis - kantpersen
Kennis - kantpersenDe ACCURL-buigtechnologie biedt de hoogste precisie en procesbetrouwbaarheid, is volledig uitgerust met hoogwaardige componenten en kan bijna volledig worden geautomatiseerd.
-


Laser snijden | Info over lasertechnologie
- Wat is lasersnijden?
- Alles in één oogopslag
- Waar wordt lasersnijden gebruikt?
- Voor- en nadelen van lasersnijden
- Solid-state laser vergeleken met CO2 laser
- Voordelen en nadelen van de fiberlaser
- Lasersnijproces
- Snijbereik
- Laseronderdelen
- Lasertechnologie
- Met laser bewerkte onderdelen
- Expert interview
- FAQ
Wat is lasersnijden?
Laser snijden is een thermisch snijproces. Een laserstraal wordt gebruikt om het materiaal te smelten of te verdampen, dat onmiddellijk na het ontstaan naar beneden wordt geblazen door een gasstroom.
Lasersnijden is onderverdeeld in drie verschillende varianten: Laserstraalfusiesnijden, laserstraalvlamsnijden en laserstraalsublimeersnijden en wordt voornamelijk gebruikt waar bijvoorbeeld metaal en staal in relatief dunne materiaaldiktes met de hoogste precisie moet worden gesneden. en met de hoogst mogelijke verwerkingssnelheid. Naast een grote verscheidenheid aan metalen kunnen ook andere materialen zoals hout of kunststof met deze technologie met hoge snijsnelheden bewerkt worden.
Voordelen van lasersnijden
- Hoge precisie
- Snijden van verschillende materialen
- Zeer hoge snijsnelheid
- Contactloos snijproces
- Veelzijdig
Alles in één oogopslag
- Met lasersnijden kunnen onderdelen worden gesneden uit een grote verscheidenheid aan materialen, zoals metaal, hout of rubber, met zeer hoge precisie.
- Tot nu toe werd lasersnijtechnologie voornamelijk gebruikt voor dikkere en dikkere materialen - maar de voortdurende ontwikkeling van lasertechnologie maakt het mogelijk om steeds dikkere materialen te verwerken.
- Er zijn verschillende soorten lasers met hoog vermogen - de meest gebruikte zijn CO2 lasers (gaslasers) en fiber lasers (lasers met vaste stof).
- Doorslaggevende voordelen van de fiberlaser zijn de kostenbesparingen voor bediening en onderhoud en de zeer effectieve laserbronnen.
- De laser bestaat uit drie basisonderdelen: Energiebron, lasermedium, resonator.
- Laser snijden wordt gebruikt in verschillende industrieën, zoals de auto-industrie, machinebouw en fijnmechanica.

Lasersnijmachines zijn de juiste oplossing als het gaat om nauwkeurig snijden met een minimum aan tijd. Ultramoderne lasersnijsystemen combineren precisie, snelheid en maximale multifunctionaliteit.
Waar wordt lasersnijden gebruikt?
Door de sterk gefocuste laserstraling en de hoge verplaatsingssnelheid is de thermische input in het materiaal beperkt tot een nauw gedefinieerd gebied. Dit betekent dat de onderdelen minder vervormen tijdens het lasersnijden, wat resulteert in een zeer hoge precisie.
 Lasersnijden wordt voornamelijk gebruikt in de auto-industrie, in precisietechniek, de halfgeleiderindustrie of door fabrikanten van optische instrumenten. Deze snijtechnologie wordt gebruikt in alle industriële sectoren omgaan met metaalbewerking en snijtechnologie in het algemeen. De te bewerken materialen variëren van rubber tot diamantsteen. Dezesnijtechnologie wordt voornamelijk gebruikt voor staalplaten van alle soorten en kwaliteiten, voor roestvrijstalen platen en voor non-ferrometalen zoals aluminium en messing. Andere geschikte materialen voor lasersnijden zijn titanium, plexiglas of acrylglas, hout of brons.
Lasersnijden wordt voornamelijk gebruikt in de auto-industrie, in precisietechniek, de halfgeleiderindustrie of door fabrikanten van optische instrumenten. Deze snijtechnologie wordt gebruikt in alle industriële sectoren omgaan met metaalbewerking en snijtechnologie in het algemeen. De te bewerken materialen variëren van rubber tot diamantsteen. Dezesnijtechnologie wordt voornamelijk gebruikt voor staalplaten van alle soorten en kwaliteiten, voor roestvrijstalen platen en voor non-ferrometalen zoals aluminium en messing. Andere geschikte materialen voor lasersnijden zijn titanium, plexiglas of acrylglas, hout of brons.
Lasersnijtechnologie is voorbestemd voor gebruik op een CNC snijsysteem. Modern lasersnijsystemen de voordelen van de laser> combineren met de mogelijkheid van multifunctionele verwerking op een CNC-machine. De CNC lasers van vandaag bieden een groot aantal configuratiemogelijkheden voor het bewerken van plaatwerk, buizen en profielen. Zo is snijden, boren, tappen, verzinken, markeren of afschuinen - bijvoorbeeld voor laskantvoorbereiding - mogelijk op één snijmachine..
Pro lasersnijden
- Hoge precisie en kwaliteit bij het snijden van verschillende materialen
- Snijden van kleine gaten, scherpe hoeken en complexe contouren
- Hoge verwerkingssnelheid op het gebied van dunne platen maakt verwerking van grote hoeveelheden mogelijk
- Zeer goede automatiseringsmogelijkheden
- Extreem lage warmte-inbreng, vrijwel geen vervorming van de werkstukken
- Erg kleine kerfbreedte
Contra lasersnijden
- Niet alle materialen kunnen met een laser worden gesneden
- Materiaalkwaliteiten en oppervlakte-eigenschappen kunnen het snijresultaat beïnvloeden
- Ongeschikt als er geen thermische impact op het materiaal is toegestaan
- Relatatief hoge opstartkosten afhankelijk van het machineontwerp
Svastestoflaser vergeleken met CO2-laser
Er zijn verschillende versies van gefocuste lasers met hoog vermogen die worden gebruikt bij lasersnijden. De meest gebruikte zijn de CO2 laser (een gaslaser) of de vezellaser (vastestoflaser). De CO2 laser is de meer gevestigde snijtechnologie en wordt al vele decennia met succes gebruikt. Sinds enkele jaren gaat de gaslaser echter steeds meer de concurrentie aan met de fiberlaser. Deze speciale vorm van vastestoflaser overtuigt vooral door zijn hoge efficiëntie in vergelijking met het bekende snijsysteem. De Nd:YAG laser, die net als de fiberlaser tot de groep van vastestoflasers behoort, wordt ook steeds belangrijker bij het lasersnijden. Deze wordt echter voornamelijk gebruikt voor microboren en lassen.
Vergeleken met CO2-lasers (kooldioxidelasers) hebben fiberlasers aanzienlijk lagere bedrijfs- en onderhoudskosten.. Dankzij de modernste en meest geavanceerde technologieën zijn ze minstens even nauwkeurig als gevestigde lasers bij verschillende materiaaldiktes. De fiberlaser wordt echter steeds vaker gebruikt in de lasersnijtechnologie en concurreert met de CO2 laser. Vergeleken met de nog steeds dominante CO2 lasers, zijn solid-state fiber lasers scoort met een aantal sterke punten - eerst en vooral met de kostenfactor. Dankzij moderne en geavanceerde technologieën kunnen zelfs vermeende zwakke punten worden geëlimineerd. Dit maakt de fiberlaser een meer dan aantrekkelijk alternatief voor het bestaande systeem.
CO2-lasers behoren tot de groep gaslasers en worden ook wel koolstofdioxidelasers> genoemd. of koolstofdioxidelasers. Ze zijn gebaseerd op een kooldioxidegasmengsel dat elektrisch wordt aangeslagen. CO2-lasersscore met een zeer goede snijkwaliteiten worden voornamelijk gebruikt voor metalen materialen, maar ook voor niet-metalen materialen zoals hout, textiel, kunststof, folie, acryl, glas, papier en leer. In tegenstelling tot vezellasers kunnen koolstofdioxidelasers ook worden gebruikt om zelfs dikkere roestvrijstalen platen te bewerken met een goede snijkwaliteit - zelfs bij hoge voedingssnelheden. De CO2 laser is het gevestigde lasertype dat al tientallen jaren wordt gebruikt en hoge kwaliteit met een breed scala aan materiaaldiktes mogelijk maakt. Het nadeel zijn de relatief hoge bedrijfs- en onderhoudskosten voor de lasergassen en de verbruiksgoederen die in de laserbron werken. De efficiëntie is ongeveer 10%.
De fiberlaser, een speciale vorm van vastestoflaser, is aan een opmars bezig. Het scoort met zijn kosteneffectiviteit, lage bedrijfskostenen lange levensduur van de slijtdelen. Dankzij een golflengte van de straal die tien keer korter is dan die van de CO2-laser, de vezellaser is ook geschikt voor het snijden van materialen die anders moeilijk of onmogelijk door de CO2 laser te snijden zijn, vooral niet-ijzerhoudende metalen (NF metalen). Voor hogere materiaaldiktes is een variabele focusdiameter nodig om te kunnen concurreren met de snijkwaliteit van de kooldioxidelaser. De laserbronnen zijn ook zeer effectief en verbruiken aanzienlijk minder ingangsstroom voor hetzelfde vermogen. De zogenaamde socket efficiency van de fiberlaser is ongeveer 40 procent.
Net als vezellasers zijn Nd:YAG-lasers lasers met een vast lichaam en staan ze ook bekend als kristallasers of vanadaatlasers. Nd:YAG laser is de afkorting voor neodymium-gedoopte yttrium-aluminium-garnet laser. Een YAG kristal wordt gebruikt als gastkristal. Deze technologie wordt minder gebruikt voor lasersnijden, maarin plaats van voorgravering, svejsning en microboren. Metalen, metalen met coatings en kunststoffen worden bewerkt met deze vastestoflaser. In tegenstelling tot vezellasers heeft deze snijtechnologie echter een hoog gehalte aan pompdiodes. Bovendien is de levensduur van het neodymium-gedoteerde YAG-kristal korter dan die van de fiberlaser.
Voordelen en nadelen van de fiberlaser
Het beslissende voordeelvan fiber lasers is duidelijk: Met deze solid-state laser kunnen tot de helft van de kostenvoor bediening en onderhoud van het CNC-lasersnijsysteem kan worden bespaard. Dit feit is natuurlijk belangrijk voor de toenemende populariteit van deze technologie. Niet alleen vereist deze snijtechnologie geen gassen voor straalpaden, maar de laserbronnen zijn ook zeer effectief: het nominale vermogen van een 4 kW fiberlaser (met een koelapparaat) is ongeveer 14 kW vergeleken met 57 kW voor een 4 kW-CO2-laser. Verschillende onderhoudskosten van een kooldioxidelaser vallen ook weg: de kosten die afhankelijk zijn van de levensduur van de ontladingsbuizen of van de turbine in het koelcircuit van de lasergassen of de vacuümpomp. Deze vormen een enorm deel van de relatief hoge onderhoudskosten van de CO2 laser.
Er zijn echter andere fysieke kenmerken die voordelen hebben voor de fiberlaser: Dankzij een bundelgolflengte die tien keer korter is, kunnen fiberlasers een kleinere bundeldiameter bereiken. (d.w.z. een hogere energiedichtheid) in het midden van de snijkop - waardoor dun materiaal sneller kan worden gesneden dan met de CO2 laser. Echter, hoe dikker het materiaal, hoe meer deze eigenschap een nadeel wordt door de zeer dunne zaagsnede en het daaruit voortvloeiende risico op kerfvulling met het afvoermateriaal (slak).
Daarom is een grotere focusdiameter nodig voor het snijden van dikkere materialen. In het belang van industrieel gebruik moet de lasersnijkop de focusdiameter automatisch - kunnen veranderen zonder tussenkomst van bedieningspersoneel, bijvoorbeeld door lenzen handmatig te verwisselen. Om te voldoen aan de veelzijdige eisen van de markt - d.w.z. om snijden over het gehele materiaaldiktebereik mogelijk te maken – ACCURL gebruikt lasersnijkoppen van toonaangevende fabrikanten zoals Highyag, Precitec en Thermacut, afgestemd op de behoeften van de klant, voor maximale productiviteitin 2D snijden en afschuinen van plaatmetaal, buizen of profielen. Dankzij de mogelijke volautomatische regeling van focuspositie en focusdiameter in combinatie met snelle focusbewegingen op het materiaal, kunnen materialen tot 50 mm dikte en aanzienlijk meer worden verwerkt met een enkele fiberlaser, afhankelijk van de laserbron. De snijkoppen vereisen geen vervanging van de oculairlens - alleen het reinigen van het beschermglas behoort tot de taken van de operator.
De kwaliteit van fiberlasertechnologie is de afgelopen jaren aanzienlijk verbeterd. Afhankelijk van het laservermogen en het materiaal kunnen moderne fiberlasers nu materialen tot 50 mm dik en nog veel dikker snijden. Met een 20 kW laser kan bijvoorbeeld zacht staal met een dikte van meer dan 40 mm, roestvrij staal tot 40 mm, aluminium tot 40 mm, messing tot 25 mm en koper tot 15 mm nauwkeurig worden gesneden. Het beschikbare laservermogen neemt echter voortdurend toe.
Lasersnijproces
- Focusseren van de laserstraal met optische elementen in de snijkop
- Piercing proces: Punctiforme penetratie van het te snijden materiaal
- Start van het snijproces: Absorptie van de straal aan het snijfront, waardoor een smelt ontstaat

Snijbereik
Lasersnijtechnologie heeft een enorme ontwikkeling doorgemaakt.in de afgelopen jaren. Het wordt nog steeds voornamelijk gebruikt in het kleinere en kleinste diktebereik. Het snijbereik bij modern lasersnijden is van 0,5 tot 50 mm en aanzienlijk meer, afhankelijk van het materiaal en het vermogen van de straalbron, met optimale omgevingsvariabelen.
Laser components
Een laser bestaat uit drie basisonderdelen:
- Energiebron
- Laser medium
- Resonator
De energiebron, ook wel pomp of pompbron genoemd, heeft als taak "pompen" energie in het systeem. Dit creëert een populatie-inversie. De bron kan elektrisch zijn, maar ook licht, warmte of zelfs een andere laser. Er moet voldoende energie worden overgebracht naar het lasermedium om populatie-inversie – betekent dit dat het aantal deeltjes in de aangeslagen toestand groter moet zijn dan het aantal deeltjes in de grondtoestand. Het licht van de laser wordt geproduceerd door spontane emissium in het aangeslagen lasermedium en wordt versterkt door gestimuleerde emissie. De resonator bestaat uit twee gebogen spiegels, waarvan er één gedeeltelijk transparant is. Straling afkomstig van spontane emissie en met de juiste golflengte, fase en richting wordt tussen beide heen en weer gereflecteerd. Een deel van de straling ontsnapt als een gefocuste laserstraal door de gedeeltelijk transparante spiegel en het andere deel wordt teruggekaatst voor verdere versterking.

Lasertechnologie
Bij lasersnijden, ook bekend als laserstraalsnijden of CNC lasersnijden, de gefocuste laserstraal wordt geabsorbeerd aan het snijfront en genereert zo een smelt en metaaldamp die onmiddellijk na het ontstaan ervan naar beneden wordt geblazen door een gasstroom. Er blijft een snijspleet over die alle contouren kan aannemen, afhankelijk van de toevoerrichting van de laserstraal.




Interview met experts: Welke mogelijkheden biedt lasersnijtechnologie?
Interview met onze twee laserexperts Matthias Korn en Patrick Scheuner

Matthias Korn
Onderzoek & ontwikkeling

Patrick Scheuner
Service en ondersteuning
Inhoudsopgave
- Hoe word je een laserexpert?
- Wat boeit je aan de baan in Service & Support?
- Welke parameters beïnvloeden de kwaliteit van de gesneden laseronderdelen?
- Welke precisie kan worden bereikt met lasersnijmachines van ACCURL?
- Hoe belangrijk is de juiste training voor het bedienen van een lasersnijmachine?
- Met welke veiligheidsaspecten moet rekening worden gehouden bij het bedienen van een lasersnijmachine?
- Hoe duur is het onderhoud van een lasersnijmachine?
- Welke levensduur kan een bedrijf verwachten bij de aankoop van een lasersnijmachine?
- Welke mogelijkheden zijn er om de opslag, het laden en lossen van vellen te automatiseren?
- Is achteraf aanpassen mogelijk als de eisen van een bedrijf voor de functies van een lasersnijmachine veranderen?
- Welke ontwikkelingen zijn er te zien in de industrie met betrekking tot lasersnijmachines?
U maakt deel uit van het team van experts in lasersnijsystemen bij ACCURL Europe. Eerste vraag: Hoe word je eigenlijk laserexpert?
Matthias Korn: Voor zover ik weet bestaat er geen directe beroepsopleiding op het gebied van lasermachines. Natuurlijk waren en zijn er fysici die de ontwikkeling van lasers hebben gestimuleerd en er zijn nu een paar opleidingen die zich bezighouden met lasertechnologie en het theoretische ontwerp en de lay-out van lasers. Ik studeerde werktuigbouwkunde en deed mijn eerste ervaring op het gebied van lasers op tijdens mijn praktijksemester en de daaropvolgende diplomafase bij een grote Duitse laserfabrikant, waar ik vervolgens vele jaren heb gewerkt op de toepassings- en onderzoeks & ontwikkelingsafdelingen. Op het gebied van werktuigbouwkunde leer je nog steeds veel door te doen. Je hebt een basiskennis dankzij je studie, maar de rest moet je je eigen maken.
Patrick Scheuner: Ik ben begonnen als metaalbewerker en na mijn leertijd ben ik meester metaalbewerker geworden. In mijn toenmalige bedrijf heb ik onder andere een lasersnijsysteem bediend en later ook geprogrammeerd. Met deze voorkennis kon ik mij bij ACCURL Europe steeds verder in het onderwerp verdiepen. Door uitwisselingen met collega's, met fabrikanten en met veel eigen testen heb ik ervaring opgedaan en is mijn begrip van de fysische componenten gegroeid. Elk probleem dat je mag oplossen brengt je verder.
Wat fascineert je aan je baan in Service & Support?
Matthias Korn: Er is geen voorspelbaar einde aan de ontwikkeling van lasertechnologie. Sinds mijn studie zijn lasers en hun toepassingen in de industrie zich blijven ontwikkelen. Dit maakt het werk zeer divers en interessant op de lange termijn.
Patrick Scheuner: Dit betekent natuurlijk dat je altijd voor nieuwe taken staat - of het nu gaat om lasersnijden of een andere snijtechnologie. Je bent op locatie of in ons eigen technologiecentrum en lost taken op, stelt parameters in en werkt nauw samen met de operator zodat de klant uiteindelijk op de best mogelijke manier kan werken. Of het nu gaat om inbedrijfstelling, training of ondersteuning. Je werkt met klanten uit verschillende industrieën, ziet een grote verscheidenheid aan toepassingen, state-of-the-art technologie en ervaart vele kleine en grote successen.

Laten we eens wat algemener kijken naar lasersnijden. Moderne lasersnijsystemen worden gebruikt voor een grote verscheidenheid aan materialen. Welke parameters beïnvloeden de kwaliteit van de gesneden laseronderdelen? Zijn er verschillen afhankelijk van het materiaal?
Matthias Korn: Een laser kan natuurlijk worden gebruikt om heel verschillende materialen te snijden - er zijn verschillende laserprocessen afhankelijk van de taak. In principe kijk je eerst naar wat de klant wil snijden en selecteer je vervolgens het type laser met de juiste golflengte voor de materiaalgroep. Glas of hout kunnen bijvoorbeeld niet met alle lasertypes worden gesneden. Vervolgens worden de straalparameters en procesparameters ontworpen, afhankelijk van de materiaalgroep en de te snijden materiaaldiktes. De belangrijkste zijn de snijsnelheid, de focuspositie, het laservermogen en natuurlijk het snijgas en de snijgasdruk. Om de best mogelijke resultaten te behalen, moeten de parameters worden aangepast aan het materiaal of de legering in kwestie.
Welke precisie kan worden bereikt met lasersnijmachines van ACCURL?
Matthias Korn: Hier moet zeker een onderscheid worden gemaakt tussen de verschillende soorten lasersnijmachines. Kleine precisiesnijsystemen kunnen een nauwkeurigheid van enkele µm bereiken, terwijl de lasersystemen die tegenwoordig in de industriële productie worden gebruikt een hogere nauwkeurigheid hebben, meestal in het bereik van 0,1 mm en kleiner, afhankelijk van de te snijden materiaaldikte.
Hoe belangrijk is het om je eigen personeel te trainen in het bedienen van een lasersnijmachine?
Patrick Scheuner: En lasermaskine is vaak een van de duurste systemen die in bedrijf zijn. Natuurlijk wordt de werking van een dergelijk systeem steeds verder geoptimaliseerd en worden de gebruikte besturingssystemen steeds intelligenter, maar de operator speelt nog steeds een doorslaggevende rol in de efficiëntie van een dergelijk systeem. Door de grote verscheidenheid aan toepassingen kunnen de best mogelijke resultaten alleen worden bereikt met de juiste kennis. En wat is er duurder dan de machine die stilstaat of zaagsnedes moet herwerken omdat de operator niet over de nodige kennis beschikt.
Matthias Korn: Bovendien zijn lasersystemen zeer complexe systemen die alleen met de juiste training hun volledige potentieel kunnen ontwikkelen. Dit houdt bijvoorbeeld in dat de operator tijdens de training inzicht krijgt in de interactie tussen de afzonderlijke componenten van een lasersysteem en dat de afzonderlijke machine- en laserparameters voor het snijproces worden uitgelegd.
Veiligheid op de werkplek wordt steeds belangrijker. Met welke veiligheidsaspecten moet rekening worden gehouden bij het bedienen van een lasersnijmachine?
Matthias Korn: Straalbescherming is het belangrijkste onderdeel van een lasersysteem. Dit komt omdat de laserstraal het gevaarlijkste onderdeel is. Daarnaast is er het gevaar van bewegende onderdelen zoals de pendeltafel en de kans op letsel door onderdelen met scherpe randen. Scherpe randen zijn in ieder geval niet vreemd voor de metaalbewerker, zelfs zonder laser.
Hoe tijdrovend is het onderhoud van een lasersnijmachine?
Patrick Scheuner: Het gebruik van fiber lasers heeft de onderhoudstijd aanzienlijk verkort. Bij het gebruik van een CO2 laser in een lasersnijsysteem is de straalbron simpelweg het meest onderhoudsintensieve onderdeel. De fiberlaser daarentegen is in dit opzicht volledig onderhoudsvrij. Dit betekent dat fiberlasersnijsystemen alleen onderhoud vereisen aan de machineconstructie, assen, enz. De onderhoudsinspanning is vergelijkbaar met die van een CO2 laser. Net als bij andere soorten snijsystemen zoals plasma, hangt de hoeveelheid onderhoud die nodig is gewoon af van de grootte van het systeem, de mate van automatisering en de bedrijfsuren. We raden aan om elke 2000 bedrijfsuren of minstens één keer per jaar onderhoud uit te voeren.
Welke levensduur kan een bedrijf verwachten bij de aankoop van een lasersnijmachine? Van welke factoren hangt dit af?
Matthias Korn: Natuurlijk spelen de uitrusting van de machine, de verzorging, het onderhoud en de bedrijfsuren hierbij een grote rol. De ervaring leert dat je kunt verwachten dat de machines tussen de 10 en 15 jaar meegaan, hoewel je met goede zorg en volledig onderhoud veel langer kunt produceren.
Tip van onze experts
Goede zorg en volledig onderhoud verlengen de levensduur van een lasersnijsysteem aanzienlijk. We raden daarom aan om elke 2000 bedrijfsuren of minstens één keer per jaar een onderhoudsbeurt uit te voeren.
Welke mogelijkheden zijn er om de opslag, het laden en lossen van plaatwerk te automatiseren?
Matthias Korn: Er zijn verschillende varianten, afhankelijk van de vereisten:
- De eenvoudigste variant is een automatische pendeltafel waarmee laden en lossen vanuit en in de lasercabine mogelijk is.
- Dit kan worden uitgebreid met een materiaalbehandelingssysteem, dat kan worden gebruikt voor parallel laden en lossen en dat ook de toevoer en afvoer van het plaatwerk naar de pendeltafel automatiseert.
- In combinatie met een opslagsysteem kan er vrijwel onbemand worden geproduceerd.
- Er zijn ook oplossingen voor de variabele verwerking van grootformaat platen en systemen voor de geautomatiseerde materiaalverwerking van buizen en profielen.
De eisen die een bedrijf stelt aan de functies van een lasersnijsysteem kunnen in de loop der jaren veranderen. Is het in dit geval mogelijk om de machine achteraf aan te passen?
Patrick Scheuner: Het is zeker mogelijk om een machine achteraf aan te passen, maar afhankelijk van de vereisten is dat vaak niet rendabel. Als je dikkere materialen wilt snijden of de snijsnelheid aanzienlijk wilt verhogen, moet je misschien veel meer vervangen dan alleen de laserbron. Dit kan zelfs het versterken van de pendeltafel, nieuwe servomotoren, enz. inhouden. Hier is het belangrijk om het individuele geval in detail te analyseren.
Tot slot, welke ontwikkelingen zijn er te zien in de industrie met betrekking tot lasersnijmachines? Waar vragen gebruikers om en waar dringen fabrikanten op aan?
Matthias Korn: De trend gaat verder in de richting van hogere snelheden met meer laservermogen en het snijden van dikkere platen. Als gevolg hiervan is ook een steeds hogere mate van automatisering vereist. De tijd die ik heb gewonnen met een snellere laser wil ik immers niet verliezen bij het verwerken van onderdelen. Daarnaast is de voortschrijdende digitalisering in de zin van Industrie 4.0 een baanbrekend aspect. Alles komt samen in de zoektocht naar steeds efficiëntere productiemethoden.
FAQ: We beantwoorden je vragen
Wat zijn de voordelen van lasersnijden in vergelijking met plasmasnijden?
Lasers kunnen dunne materialen veel sneller en nauwkeuriger snijden dan plasma. Laser snijdt zijn over het algemeen bijna verticaal en hebben een veel kleinere warmte-beïnvloede zone vergeleken met plasma. Scherpe hoeken, scherpe hoeken en complexe contouren kunnen worden gesneden, net als gaten of binnencontouren met een verhouding die veel kleiner is dan 1 (gatdiameter: materiaaldikte).
Wat zijn de belangrijkste onderdelen van een fiberlasersnijsysteem?
The main components of a fiber laser cutting system are:
- Gantrysysteem met minstens 3 bestuurde assen (xyz)
- Laserbundelbron met bundelgeleiding (verwerkingsvezel)
- Laser snijkop
- Extractiesysteem met filtertechnologie
- Geschikte veiligheidsuitrusting (veiligheidscabine, stroomonderbreker, enz.)
- Gassen voor het snijproces (meestal N2, O2 of lucht)
Welke geometrieën en contouren kunnen worden gesneden met lasersnijden?
Er zijn vrijwel geen grenzen aan de geometrieën die kunnen worden bereikt met lasersnijden. Kleine gaten, smalle banen, geometrieën met scherpe hoeken, afgeronde of gebogen contouren kunnen altijd worden gesneden met bijna perfecte haakse snijkanten. De beperkende factor is het optische ontwerp van het systeem, het systeem zelf en het lasersnijproces dat wordt gebruikt.
Welke andere snijprocessen kunnen worden gecombineerd met lasersnijden?
In principe zijn combinaties met alle CNC-gestuurde snijprocessen denkbaar (plasma, autogeen, waterstraal), maar er zijn slechts enkele combinaties die daadwerkelijk industrieel zijn geïmplementeerd. De reden hiervoor ligt meestal in de basiseigenschappen van de respectieve snijprocessen. Voor een waterstraalsnijsysteem is bijvoorbeeld een waterbassin nodig, wat storend is voor een lasersnijsysteem, enzovoort. Het gebruik van een waternevel bij het lasersnijden is een bekende manier om het materiaal te koelen tijdens het snijproces.
Welke materialen en materiaaldiktes zijn geschikt voor lasersnijden?
In de metaalindustrie van vandaag is een breed scala van verschillende materialen (zacht staal, roestvrij staal, aluminium, hooggelegeerde staalsoorten, messing, koper, etc.) worden gesneden. Het gebruik van straalbronnen met steeds hogere laservermogens is het mogelijk om nog grotere metaaldiktes te snijden. Krachtige laserbronnen kunnen daarom ook worden gebruikt om 50 mm en meer te snijden. Het belangrijkste toepassingsgebied voor lasersnijsystemen is het materiaaldiktebereik van 1 mm tot 25 mm.
Welke snijbreedtes zijn mogelijk met lasersnijden?
De snijbreedte of de haalbare kerf is afhankelijk van het ontwerp van het optische systeem en het snijproces gebruikt (laserstraalsmeltsnijden, laserstraalsnijden met vlam en lasersublimatiesnijden). In industrieel snijden van metalen platen liggen de snijkanten meestal tussen 0,1 mm en 2 mm.
Welke snijsnelheden kunnen bereikt worden met lasersnijden?
De haalbare snijsnelheden in lasersnijden zijn voornamelijk afhankelijk van het laservermogen en het gebruikte snijproces. In het algemeen geldt: hoe dikker het te snijden materiaal, hoe lager de maximaal haalbare snijsnelheid. In het dunne plaatbereik (1mm) zijn snelheden tot ongeveer 100m/min (lasersmeltsnijden) mogelijk met de lasersnijsystemen vandaag verkrijgbaar. Bij 20 mm is de snelheid aanzienlijk lager, ongeveer 1m/min (lasersnijden met vlam).
Hoe krachtig (in kW) moet een laser zijn om metaal te snijden?
Met een juiste configuratie van het snijsysteem, is het al mogelijk om dunne metalen materialen te snijden met veel minder dan 100W. Laser snijsystemen die vandaag de dag in de industrie gebruikt worden voor het snijden van metalen platen, zijn gemiddeld uitgerust met straalbronnen met een laservermogen tussen 1 en 6kW. Het maximale laservermogen dat momenteel wordt gebruikt voor snijden is ongeveer 20kW.
Welke materialen zijn ongeschikt voor lasersnijden?
In principe zijn materialen met absorptiekenmerken die te laag zijn voor de betreffende golflengte van de laser ongeschikt om te snijden. Zo kunnen hout en plexiglas aan de ene kant worden gesneden met CO2 lasers maar niet met vezellasers. Aan de andere kant is het mogelijk om koper en messing te snijden met fiber lasers, wat niet mogelijk is of slechts met moeite met CO2 lasers. Ook ongeschikt voor lasersnijden zijn materialen die giftige stoffen en gassen produceren tijdens het snijden.
Wat is belangrijk bij het lasersnijden van staal?
Het snijresultaat op een lasersysteem hangt in grote mate af van de materiaaleigenschappen van het staal. Significante invloed op de snijkwaliteit hebben materiaalspecifieke eigenschappen zoals: legeringselementen (koolstof, zink, magnesium, nikkel, silicium en chroom), microstructuur (korreligheid van de structuur), materiaaloppervlak (bijv. geolied, gebeitst, kalklaag), oppervlaktebehandeling (folie, lagen zink, verf of grondverf). De speciale materiaaleigenschappen van het betreffende staal kunnen een positieve maar ook een negatieve invloed hebben op het snijresultaat en dus op de snijkant.
Wat is het verschil tussen autogeen vlamsnijden en laservlamsnijden?
Tijdens het lasersnijden met de vlam wordt de warmte-beïnvloede zone aan de snijrand aanzienlijk kleiner, zodat een verandering in de microstructuur van het snijrandgebied ook veel kleiner is. Afhankelijk van de dikte van het gesneden materiaal is dit bereik enkele tienden. Materiaalvervorming door het snijproces kan met de laser bijna volledig worden uitgesloten. De snijkant is braamvrij en verticaal Met laservlamsnijden kan vrijwel elke contour contour contourprecies (zonder afronding) worden gesneden. Doordat er steeds meer laserkracht wordt gebruikt voor laservlamsnijden, De materiaaldiktelimiet tot waar laservlamsnijden meestal wordt gebruikt, verschuift ook. Waar deze vroeger 30 mm was, zijn nu materiaaldiktes van 40 mm of 50 mm mogelijk. Autogeen vlamsnijden wordt gebruikt vanaf een materiaaldikte van 30 mm;






© 2026 Copyright & Page Design by Accurl Europe - All rights reserved.
